Structural Control Aiming for High-performance SiC Polycrystalline Fiber
Article information
Abstract
SiC-polycrystalline fiber (Tyranno SA, Ube Industries, Ltd.) shows very high heat-resistance and excellent mechanical properties up to very high temperatures. However, further increase in the strength is required. Up to now, we have already clarified the relationship between the strength and the defect-size of the SiC-polycrystalline fiber. The defects are formed during the conversion process from the raw material (amorphous Si-Al-C-O fiber) into SiC-polycrystalline fiber. In this conversion process, a degradation of the Si-Al-C-O fiber and a subsequent sintering of the degraded fiber proceed as well, accompanied by a release of CO gas and compositional changes, to obtain the dense SiC-polycrystalline fiber. Since these changes proceed in each filament, the strict control should be needed to minimize residual defects on the surface and in the inside of each filament for achieving the higher strength. In this paper, the controlling factors of the fiber strength and the fine structure will appear.
1. Introduction
The first continuous inorganic fiber was developed about 70 years ago. After that, lots of inorganic fibers have been developed. The adopted materials to develop these inorganic fibers are summarized in Table 1, whose information was published by W.C. Miller.1) As can be seen from this table, of these materials, silicon carbide (SiC) shows relatively balanced heat-resistances in both oxidizing and non-oxidizing atmospheres. So, up to now, lots of researches on SiC fibers have been performed, and then, the great progress in the specific characteristics of the developed SiC fibers has been achieved.2–5) By the way, the first SiC fiber was produced in the middle 1960s by chemical vapor deposition onto tungsten or carbon filament core. However, as this type of SiC fiber had a large diameter (100 ~ 140 micron meters), the applications were limited. After that, the other type of SiC-based fiber with small diameters of about 10 ~ 20 micron meters were synthesized from an organo-silicon polymer. This type of fiber was classified into a polymer-derived SiC fiber. The first polymer-derived SiC fiber was developed from polycarbosilane by Professor Yajima in the middle 1970s.6) After that, many types of polymer-derived SiC-based fibers have been developed and commercialized. 7,8) These SiC-based fibers can show good mechanical strength and oxidation-resistance up to very high temperatures over 1000°C. So, research and development on composite materials using the SiC-based fibers have been widely performed.9–11) Of these, stoichiometric SiC-polycrystalline fibers (Tyranno SA, and Hi-Nicalon Type S) show an excellent heat-resistance up to 2000°C.3–5) Accordingly, representative airplane engine manufacturers have actively evaluated these fibers. However, to extend the application field, increase in the mechanical strengths of these fibers is eagerly required. By the way, the production processes of the polymer-derived SiC fibers are very similar to that of carbon fiber.12) Accordingly, regarding the improvements of the mechanical strength of these fibers, the history of the development of the strongest carbon fiber would be very suggestive for the study on the increase in the mechanical strength of the SiC-based fibers. The tensile strength of first commercialized carbon fiber (T-300 produced by Toray Industries, Inc.) was only about 3 GPa. However, presently, the highest strength (about 7 GPa) has been successfully achieved by the same company.13,14) Until the success, lots of defects contained in the inside and outside of each filament of the carbon fiber have been remarkably reduced. On the other hand, present tensile strengths of all commercial SiC fibers have been still around 3 GPa. The present stoichiometric SiC-polycrystalline fiber (Tyranno SA) also shows the almost similar strength. Tyranno SA is synthesized by further heat-treatment (~ 2000°C) of an amorphous Si-Al-C-O fiber, which is synthesized from polyaluminocarbosilane.4) During the aforementioned further heat-treatment, a degradation of the amorphous Si-Al-C-O fiber and a subsequent sintering of the degraded fiber proceed as well, accompanied by a release of CO gas and compositional changes, to obtain the dense SiC-polycrystalline fiber. Since these changes proceed in each filament, a strict control should be needed to minimize residual defects on the surface and in the inside of each filament. Considering the aforementioned present strength (around 3 GPa) of the stoichiometric SiC-polycrystalline fiber (Tyranno SA), this fiber must unfortunately contain some residual defects. So, the remarkable increase in the strength would be expected by an effective decrease in the residual defects. In this paper, the development story of the polymer-derived SiC fibers and the progress of the highest heat-resistant SiC-polycrystalline fiber will be addressed. And also, the important factors to decrease the residual defects will be discussed.

Basic Information of Developed Inorganic Fibers
2. Historical Points of SiC-based Fibers
As mentioned before, SiC has a relatively balanced heat-resistance both in air and in inert gas atmosphere. As the result of this, the research on the SiC-based fiber was started in the 1960s using CVD (chemical vapor deposition) onto a carbon filament or tungsten filament core. However, as this type of fiber had very large diameter (100 ~ 140 micron meters), the application was limited. After that, a polymer-derived SiC fiber with very small diameter (10 ~ 20 micron meters) was synthesized from polycarbosilane (−(SiH(CH3)-CH2−)n) by Professor Yajima.6) Until the time, Professor Yajima had been strongly affected by the production process of carbon fiber which was synthesized by a thermal degradation of polyacrylonitrile (PAN) fiber. That is to say, making the best use of both the formability of the polycarbosilane to the fibrous shape and the conversion process from organic material to inorganic material, he achieved the great work. And also, regarding the synthesis of polycarbosilane, he was affected by a very important work achieved by Dr. Fritz.15) Professor Yajima synthesized the first continuous polymer-derived SiC-based fiber by thermal-degradation of the precursor fiber made of polycarbosilane which was synthesized from polydimethylsilane (−(Si(CH3)2)n−). On the basis of the aforementioned Yajima’s process, Ube Industries Ltd. and Nippon Carbon Company had individually developed several types of commercial polymer-derived SiC-based fibers. And finally, SiC-polycrystalline fibers (Hi-Nicalon Type S, Tyranno SA, and Sylramic) were developed. The historical points regarding the above-mentioned polymer-derived SiC-based fibers are summarized in Fig. 1. Of these polymer-derived SiC-based fibers, the SiC-polycrystalline fibers show the highest heat-resistance up to 2000°C and are classified into the third generation. Before the development of the third generation, several types of amorphous SiC-based fibers (Nicalon NL200, Tyranno Lox M, Tyranno S, Hi-Nicalon, and Tyranno ZMI) were developed and commercialized. Among these fibers, Hi-Nicalon and Tyranno ZMI are classified into the second generation whose heat-resistant temperature is around 1500°C, whereas Nicalon NL200, Tyranno Lox M, and Tyranno S are classified into the first generation whose heat-resistant temperature is around 1300°C. Through the long history, the fine structure of the polymer-derived SiC-based fibers had been changed from several types of amorphous structures to the stoichiometric SiC-polycrystalline structures along with a decrease in the oxygen content of each polymer-derived SiC fiber. And then, the aforementioned highest heat-resistant SiC-polycrystalline fibers (the third generation) were finally developed. Commercial polymer-derived SiC-based fibers are shown in Table 2. As can be seen from this table, presently, commercial SiC-based fibers are produced and supplied by only three companies (NGS, UBE, and COIC) all over the world. In the next section, we would like to explain the improvement process from the first generation to the third generation using UBE’s SiC-based fibers (Tyranno Lox M, Tyranno S, Tyranno ZMI, and Tyranno SA) shown in Table 2 as an example.

Historical flow of the development of polymer-derived SiC fibers.

Commercial Polymer-Derived SiC Fibers
2.1. Progress in UBE’s SiC-based fibers
Ube Industries, Ltd. has produced and commercialized several types of polymer-derived SiC-based fibers. The physical properties of these SiC-based fibers (Tyranno fibers) are shown in Table 3. As can be seen from this Table, all of Tyranno fibers contain small amount of metal atoms (Ti, Zr, or Al). These metal atoms were introduced into each precursor polymer by a reaction of polycarbosilane with an organometallic compound. By the use of these precursor polymers, the aforementioned SiC-based fibers containing metal atoms were obtained. And also, as can be seen from Table 3, the content of oxygen was remarkably reduced from the first generation to the third generation. The reduction in the oxygen content results in the increase in the heat-resistance from 1300°C to 2000°C. By the way, the carbon contents of these SiC-based fibers are different from each other. The atomic ratios (C/Si) of carbon and silicon of LoxM (first generation), ZMI (second generation), and Tyranno SA (third generation) are 1.36, 1.42, and 1.08, respectively. That is to say, both the first generation and the second generation contain relatively large amount of excess carbon compared with the third generation which shows a nearly stoichiometric SiC composition. The aforementioned excess carbon was caused from the polycarbosilane (−(SiH(CH3)-CH2−)n) which contains the higher content of carbon compared with that of silicon. The fine structure of the first generation and the second generation is shown in Fig. 2. Both the first and second generations are composed of SiC fine crystal, oxide phase, and excess carbon. As long as the excess carbon and the oxide phase exist, a degradation reaction (SiO2+3C → SiC+2CO) easily occurs over 1522°C accompanied by a release of CO gas and a formation of SiC crystal. By this degradation reaction, both the first generation and the second generation show a remarkable decrease in the tensile strengths over 1500°C. However, making the best use of the aforementioned degradation reaction, the nearly stoichiometric SiC composition of the third generation was achieved as shown in Fig. 3 which shows the production process of the third generation (Tyranno SA). The precursor polymer of the third generation (Tyranno SA) is polyaluminocarbosilane containing small amount of aluminum. After curing in air of the precursor fiber, the cured precursor fiber was fired in nitrogen atmosphere at about 1300°C, and then an amorphous Si-Al-C-O fiber was obtained. After that, this amorphous Si-Al-C-O fiber was heat-treated at higher temperatures (~2000°C) in Ar atmosphere. During the heat-treatment at higher temperatures, by the existence of the oxide phase and excess carbon in the fiber, the amorphous Si-Al-C-O fiber was degraded accompanied by the release of CO gas to obtain a porous degraded fiber. This degradation of the Si-Al-C-O fiber proceeds mainly by the following reactions.
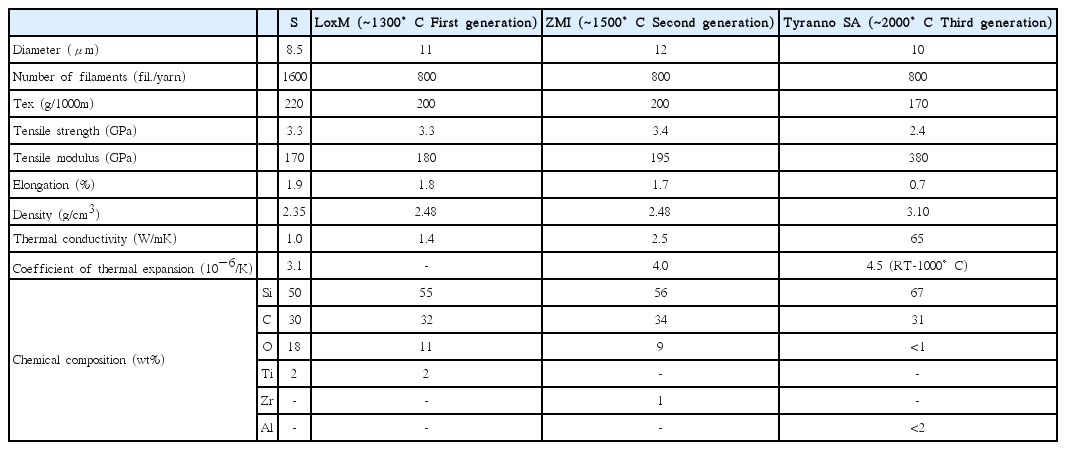
Physical Properties of UBE’s Polymer-Derived SiC Fibers

The fine structure of the first generation and the second generation.

Production process of the SiC-polycrystalline fiber.
The porous degraded fiber was composed of a nearly stoichiometric SiC composition containing small amount of aluminum (less than 1 wt%). By the existence of the small amount of aluminum, at the next step, an effective sintering proceeded in each degraded filament composed of the nearly stoichiometric SiC crystals during further heat-treatment up to 2000°C in Ar gas atmosphere. And then, the dense SiC-polycrystalline fiber (Tyranno SA) was obtained. The morphological changes of each filament during the further heat-treatment are shown in Fig. 4. As can be seen from this figure, during the further heat-treatment, the degradation of each filament smoothly proceeded from surface to inside, and after that at higher temperatures over 1700°C the dense structure was effectively created by sintering phenomenon (solid phase sintering) caused by the existence of small amount of aluminum (< 1 wt%) contained in each SiC crystal as a solid solution. The important thing is that all of these changes quantitatively proceed as an in-situ process.

Morphological changes during the further heat-treatment.
3. The Fine Structure of Tyranno SA
As mentioned before, the production process of the SiC-polycrystalline fiber is very similar to that of carbon fiber, which is composed of melt-spinning, curing, firing, and further heat-treatment (decomposition and densification) at higher temperatures in inert gas atmosphere. The early carbon fiber showed the almost similar tensile strength (~3 GPa) to that of present SiC-polycrystalline fiber. However, presently, the highest strength (about 7 GPa) of carbon fiber has been successfully achieved by reducing lots of defects contained in each filament. That is to say, the early carbon fiber contained many defects in the inside and the outside of each filament. So, it was considered that present Tyranno SA must contain lots of defects as shown in Fig. 5. Actually, some defects in the sliced specimen of the SiC-polycrystalline fiber were detected (Fig. 5).

Estimated defects contained in SiC-polycrystalline fiber.
In general, modulus, thermal conductivity, melting point, special heat, thermal expansion, density, and so on, are classified into an intrinsic property. On the other hand, strength and proportional limit are classified into non-intrinsic property dominated by “Defects”. Accordingly, to increase the strength of the SiC-polycrystalline fiber, effective decrease in the defects contained in each filament has to be achieved. Aiming to this achievement, firstly we investigated the relationship between the defects and the strength in detail. Most of defects were (1) pore, (2) dislocated carbon, and (3) an abnormal crystalline growth (very few case). We had already developed some technics for the actual detection of defects. Using this technology, we obtained the relationship between the flaw size and the tensile strength whose results were published in other paper.2) The smaller the defect size was, the higher the strength became. Accordingly, in order to increase the strength, we have to decrease the flaw size less than 100 nm. To achieve this objective, strict control of the degradation reaction and sintering process indicated in Fig. 4 is needed. During these processes, lots of changes proceed in a competitive way. The possible changes during the further heat-treatment are summarized in Fig. 6. Of these, the strict control of the following reactions is most important to obtain the dense structure.
Possible changes during the further heat-treatment.
Specifically, preventing the disappearance of SiO gas from each filament and controlling the partial pressure of released CO gas are very important for obtaining the higher strength. If the gaseous SiO disappears from the fiber, consequently the residual carbon would be undesirably remained in the degraded fiber, and then it would become difficult to obtain the stoichiometric composition. Accordingly, we have to strictly control the Ar gas flow and atmospheric conditions in the reactor. And also, this is important for preventing the abnormal growth of SiC crystals on the surface region of each filament. This phenomenon is closely related to the surface roughness of the obtained SiC-polycrystalline fiber. Furthermore, in this degradation reaction, we have to consider the “Le Chatelier’s principle”. That is to say, the degradation rate is dominated by the partial pressure of CO gas. As can be seen from the aforementioned reaction equations, this degradation proceeds accompanied by the release of CO gas. Accordingly, when reduced the concentration of CO gas in the reactor, the degradation proceeded much more rapidly. On the other hand, when increased the concentration of CO gas in the reactor, the degradation was suppressed. And also, these conditions were closely related to the SiC crystalline size of the obtained SiC-polycrystalline fiber.
By strictly controlling these factors, it could be confirmed that the surface roughness and the SiC grain size were effectively controlled. The crystalline size of the formed SiC crystal depends on two kinetic steps, that is to say, nucleation and grain growth. In this case, the former nucleation depends on the degradation rate, which is dominated by the concentration of CO gas and heating rate. According to “Le Chatelier’s principle”, reducing the concentration of CO gas, where the degradation rate becomes fast, can accelerate the nucleation, and then consequently can reduce the size of the formed SiC crystals. Finally, the improvement of the surface roughness was achieved by reducing the total pressure in the reactor (around 10 MPa). And also, the crystalline size was remarkably reduced from 69 nm to 50 nm.
4. Conclusions
Since the first glass fiber developed in 1940s, lots of inorganic fibers have been developed. Of these inorganic fibers, SiC-based fiber showed the most balanced high temperature strength both in air and in inert atmosphere. Through the long research on higher heat-resistant inorganic fibers, a polymer-derived SiC-based fiber with small diameter had been developed. After that, several grade of polymer-derived SiC-based fibers have been developed, and finally the highest heat-resistant SiC-polycrystalline fibers (Hi-Nicalon Type S, Tyranno SA, Sylramic) were developed. Of these, Tyranno SA was produced via lots of heat-treatment procedure using a precursor polymer. This production process is very similar to that of carbon fiber. The production process of carbon fiber is composed of melt-spinning, curing, firing, and further heat-treatment (decomposition & densification) at higher temperatures in inert gas atmosphere. Since both production processes contain lots of heat-treatment procedure accompanied by the gaseous by-products, it’s easy to remain macro- or micro-pores in each filament. These pores would become “defect” as well as both residual carbon and other anisotropy, and also an abnormal crystalline growth becomes remarkable defects. The highest strength of carbon fiber (~7 GPa) was successfully achieved by remarkably reducing lots of defects. Up to now, it has been confirmed that the smaller the defect size became, the higher the strength became. Aiming to decreasing the defect size, by controlling the degradation and sintering processes, both remarkably smooth surface and smaller crystalline size of the SiC-polycrystalline fiber were experimentally obtained.
Acknowledgments
This study was funded by Grant-in Aid for Scientific Research from Japan Society for the Promotion of Science (Grant-in-Aid for Research Activity Start-up, 2016). We gratefully acknowledge this financial support.