1. Introduction
3D printing technology is a processing technology used to form 3D structures by fabricating multiple 2D layers of materials based on three-dimensionally designed digital data and stacking them layer by layer. Using this technology, the degree of freedom in design and modification is high while material consumption is less compared to when existing cutting methods are used. Also, unnecessary manufacturing procedures can be avoided, thereby significantly reducing process costs and time. Various types of 3D printing facilities specific to each printing method have been commercialized, and, in response, there has been an increasing need to develop new 3D printing materials.1,2)
Recently, the scope of research on 3D printing technology has broadened beyond polymer-based materials to include new composite materials that provide excellent physical and chemical performance. Thus far, the materials industry has focused on developing new materials to fulfill the high-performance requirements of industries in demand, but recently, significant attention has also been paid to developing new process technologies, such as 3D printing, and their integration with new materials, in attempts to address high development costs and relatively slow commercialization of new materials.3-5)
3D printing technology is divided according to the printing method and material used into various techniques, including selective laser sintering (SLS), fused deposition modeling (FDM), stereo lithography apparatus (SLA), ink-jet, and binder jet. Among them, ink-jet printing is a method where ink-type materials are directly jetted to form 2D layers. The technology is primarily used in 2D printing, such as graphic printing, but is differentiated from other 3D printing methods in that it provides excellent resolution, allows continuous processes, and can use various types of materials simultaneously. In this regard, the ink-jet technology has a high potential for applications in 3D additive manufacturing as well.6,7)
In the present study, photo-curable ceramic ink was synthesized, and the developed ceramic materials were analyzed while being used in the ink-jet printing process, especially in terms of deposition behavior. Photopolymerization is a process that uses light energy within the UV or visible light range to cure and solidify liquid-phase photo-curable monomers. The method requires low energy and a short time to form solid polymers, and thus it is widely used in various applications, including films, coating, ink, additives, and currently 3D printing. In the present study, photo-curable and ceramic pigments were compounded to synthesize photo-curable ceramic ink that provided high dispersibility and jettability. Eventually, the synthesized photo-curable ceramic inks were analyzed specific to the contact angle, especially in terms of deposition behavior. The major findings of the present study determined the 3D printability of these ceramic materials when ink-jet printing was performed.
2. Experimental Procedure
To synthesize ceramic pigments, cobalt oxide (Co3O4, Sigma Aldrich) and aluminum oxide (Al2O3, Sumitomo) were mixed and heated at a heating speed of 5°C/min to 1250°C and kept at that temperature for one hour. During this heat treatment process, blue ceramic pigments were synthesized through a solid-state synthesis method.8) Afterwards, the synthesized ceramic pigment specimens were micronized to prevent nozzle clogging during the ink-jet printing process. In the milling process, Zirconia balls with a diameter of 0.5 mm were used, and the ball to powder ratio (BPR) was set to 10:1.
To synthesize 3D printing photo-curable ceramic ink, 40 wt% of blue ceramic pigment was dispersed in hexanediol diacrylate (HDDA, Miwon Chemical), which is an acrylate-based monomer with excellent photoreactivity. To ensure dispersion stability, an alkylol ammonium salt-based dispersant was added at a concentration of 0 ~ 3 mg/m2. Pheylbs (2, 4, 6-trimethylbenzoyl) phosphine oxide (Sigma Aldrich) was used as a photoinitiator for photopolymerization, which becomes reactive in a UV wavelength range of 350 to 430 nm. Its content was set to 0.5-2.0 wt% of that of the monomer. Following that, the fabricated photo-curable ceramic ink was stirred for 10 minutes using a sonicator (UW-3100, Bandelin Electronics). 0.001 ~ 10.0 wt% of perfluorooctyl-trichlorosilane (PFTS, Sigma Aldrich) was added to ethanol, and alumina substrates were surface-treated with this solution and dried in an oven at 80°C. This treatment intended to ensure that the surface contact angle between the applied ceramic ink and the substrate used can be precisely controlled.
The crystalline structure of the fabricated ceramic pigments was analyzed using an X-ray diffractometer (XRD, D/MAX2500VL/PC, Rigaku), and their shape and particle size were examined using a field emission scanning electron microscope (FE-SEM, JSM-6390, Jeol) and a particle size analyzer (PSA, LA-950V2, Horiba), respectively. The viscosity of the photo-curable ceramic ink was measured at 25°C using a rotational rheometer (HAAKE MARS III, Thermo Fisher Scientific Inc.), and the surface tension was measured through a Du Nouy Ring method using a surface tension analyzer (DST-60, Surface Electro Optics Co.). The dispersion stability of the ceramic ink was determined using Turbiscan (Turbiscan LAB, Formulaction) based on a multiple light scattering method, where the sedimentation and flocculation behavior of the resultant particles was analyzed over time. The photopolymerization properties were analyzed using photo-differential scanning calorimetry (Photo DSC, DSC 204 F1 Phoenix, Netzsch), where a UV light source with a wavelength range between 300-520 nm was used, and the light amount was set to 7 W/cm2 and the exposure time was set to 1.2 seconds. The surface contact angle between the applied ceramic ink and the coated alumina substrate used was measured using a contact angle analyzer (PHX300, Surface electro optics).
The jettability of the photo-curable ceramic ink was analyzed using a dropwatcher (Cera DW, STI). During the analysis, the temperature was maintained at 25°C, the operating voltage was set to 73 V, and the increasing, decreasing, and holding segments were set to 3 μs, 3 μs, and 7 μs, respectively. A three-dimensional laser microscope (OLS4500, Olympus) was used to observe the shape of the printed layered structures.
3. Results and Discussion
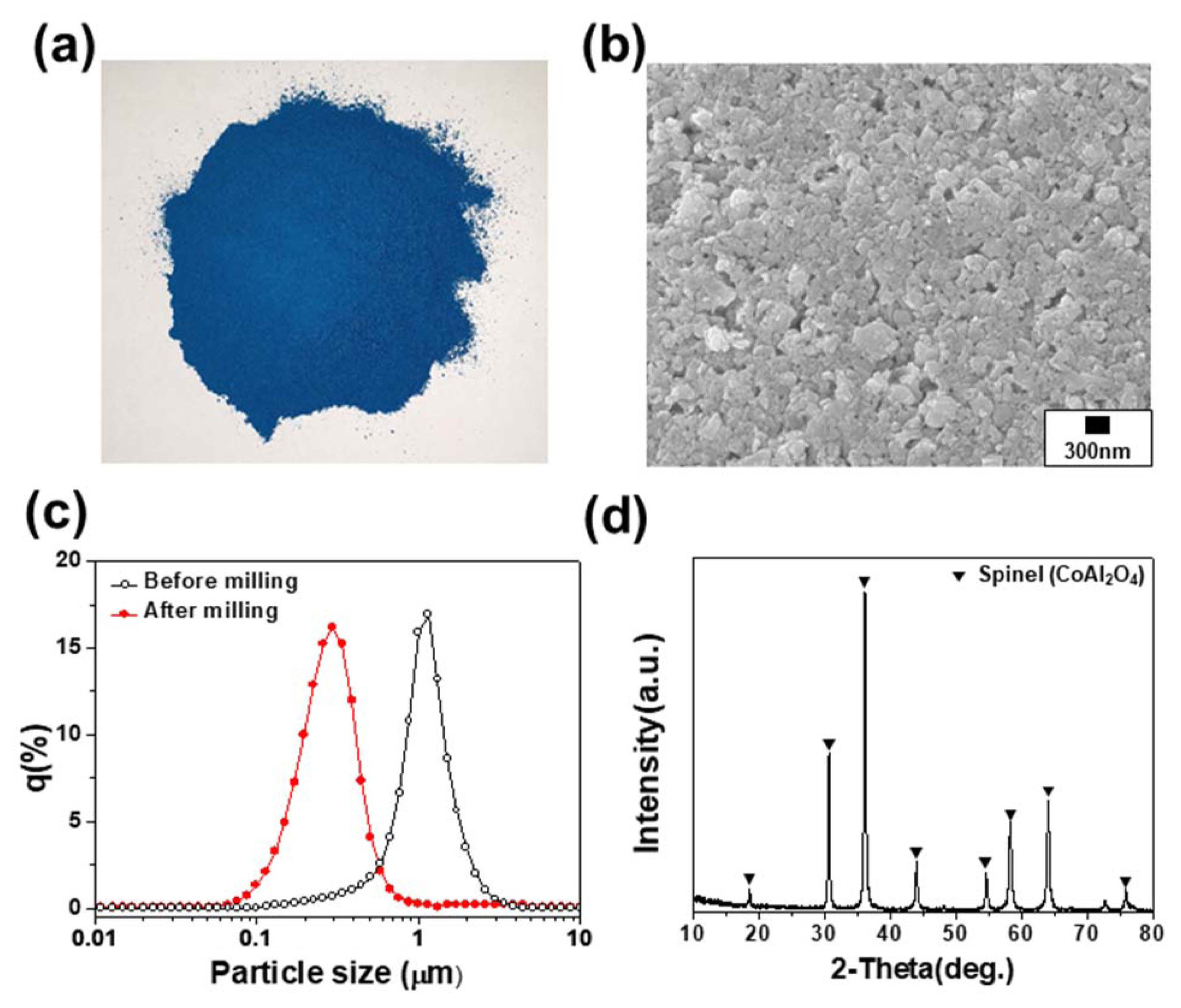
Figure 1 presents the overall characteristics of the blue ceramic pigment that was used to synthesize the photo-curable ceramic ink. This blue ceramic pigment was fabricated through a solid-state synthesis method and micronized to fulfill the particle size requirement needed to prevent nozzle clogging during the ink-jet printing process. Fig. 1(a) shows an image of the synthesized blue ceramic pigment, and Fig. 1(b) shows an FE-SEM image of the specimen. Here, its microstructure is found to be composed of uniformly micronized particles. As shown in Fig. 1(c), XRD analysis results indicate that the synthesized ceramic pigment has a spinel structure. Fig. 1(d) presents the particle size distribution of the ceramic pigment measured using the PSA. In the case of ceramic ink-jet printers, the average particle size of ceramic particles must be 300 nm or less to prevent nozzle clogging according to some studies.9-11) Before the micronization process, the average particle size of the ceramic pigment was 1.72 μm, which is unsuitable for ink-jet printer applications, but the average size decreased to 290 nm after the micronization process, which is deemed to be small enough to prevent nozzle clogging at the ink-jet printer head.
40 wt% of the blue ceramic pigment was added to HDDA to fabricate ceramic ink, and a dispersant was added to the ink. Fig. 2 demonstrates the effect of the dispersant addition on the rheological properties of the fabricated ink. 0 ~ 3.0 mg of the dispersant was added per specific surface area (m2) of the ceramic pigment. Afterwards, the viscosity behavior of the ink specimens was analyzed with respect to the shear rate, as shown in Fig. 2(a). Regardless of the concentration of the dispersant, shear-thinning behavior was observed, where the viscosity decreased with increasing shear rate. As a result, it was confirmed that the fabricated ink was suitable for ink-jet printing applications. Fig. 2(b) shows the viscosity change of the ceramic ink with respect to the amount of the added dispersant. In general, the measured viscosity of the ceramic ink tended to decrease with an increasing amount of the added dispersant. When the amount of the added dispersant was 2.0 mg/m2, the viscosity was lowest at 13.36 mPa·s. After hitting the lowest level, however, the viscosity was found to increase again as the amount of the added dispersant increased. This phenomenon is ascribed to the fact that the dispersant was excessively adsorbed to the surface of ceramic particles, and thus the particles became entangled with each other, degrading the flowability. Fig. 2(c) shows the results of the Turbiscan stability index (TSI), which was measured using a multiple light scattering method to evaluate the dispersion stability of the ceramic ink, especially in terms of sedimentation and flocculation behavior. The dispersion stability was compared between the specimen with 2.0 mg/m2 of the dispersant added, which exhibited the lowest viscosity, i.e., the optimal dispersion effect, as shown in Fig. 2(b), and the specimen with no dispersant added. The TSI was measured as follows.
The TSI refers to the absolute value of the sum of all differences in distance between consecutive points in the profile measured over time at the specimen height. Here, these consecutive points are labeled as scani and scani-1. The lower the TSI is, the better the dispersion stability is.12) In the ceramic ink with no dispersant added, the TSI was measured to be significantly high at up to 2.8 after 60 minutes due to the sedimentation and flocculation phenomena, but the index was greatly lowered to 0.96 with the addition of the dispersant, indicating improved dispersion stability.
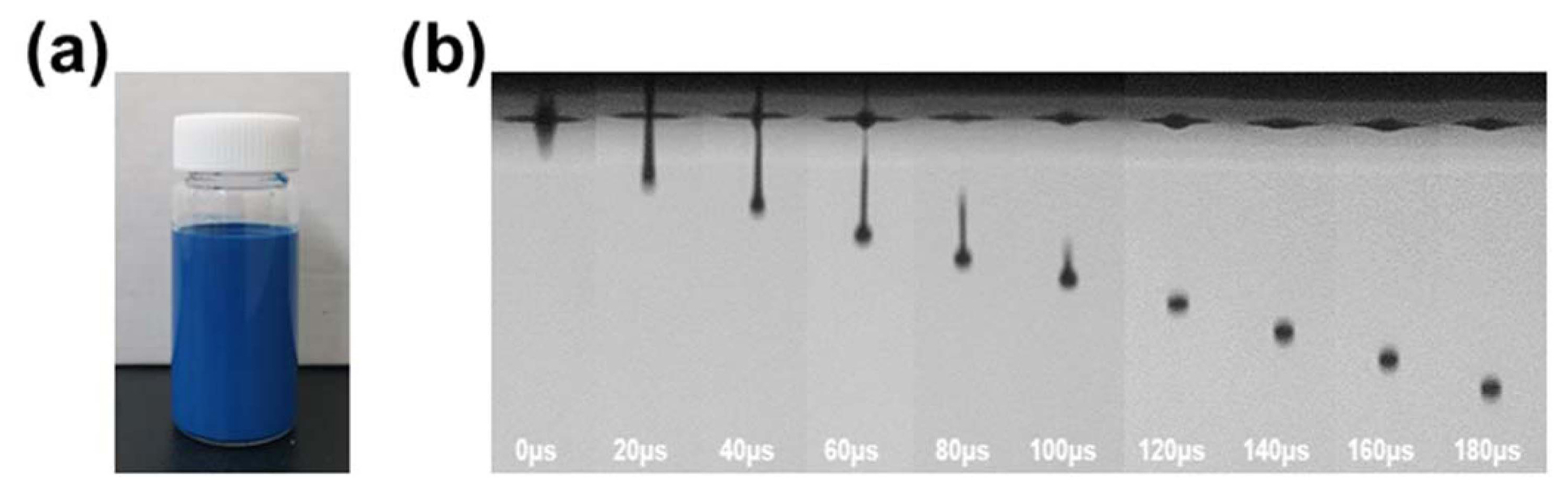
After the viscosity and the dispersion stability of the ceramic ink were optimized, the jettability of ceramic ink at the printer head were analyzed. Fig. 3(a) shows an image of the fabricated ceramic ink while Fig. 3(b) shows a droplet formation in the optimized ceramic ink. During the analysis, the operating voltage of the printer head was 75 V, and the rising time, fall time, and pulse width were set to 3 μs, 3 μs, and 7 μs, respectively, so that the jettability could be optimized. As a result, it was confirmed that the jetted ceramic ink formed a single, spherical droplet with high straightness after 120 μs. The undesirable satellite droplet was not observed.
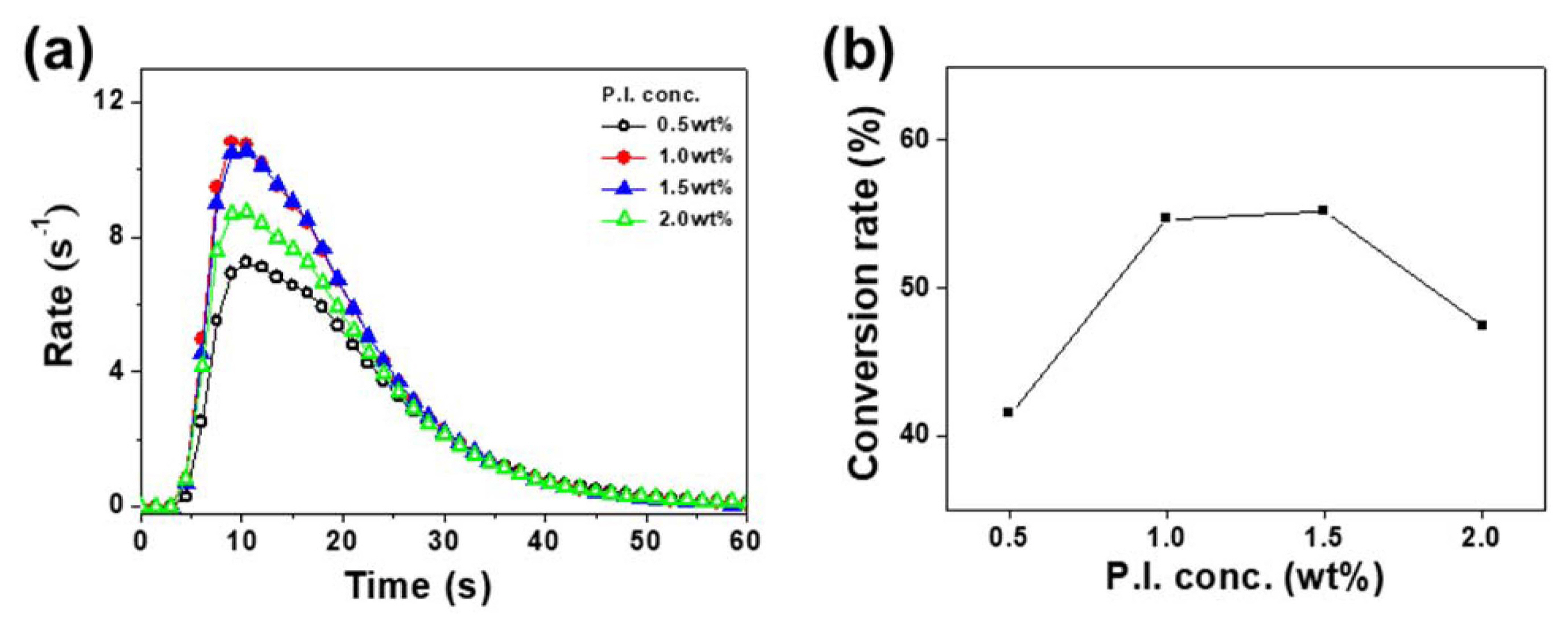
A photoinitiator plays an important role in the early stage of the photopolymerization reaction to absorb light energy within the UV or visible light range from a light source, generate free radicals, and react with surrounding monomers, thereby forming networks. The photopolymerization behavior of the photo-curable ceramic ink was analyzed with regard to the amount of the photoinitiator added through photo-DSC, and the optimal amount was accordingly determined, as shown in Fig. 4. Through the photo-DSC analysis, the heat flow generated during the photopolymerization process was measured, and the corresponding polymerization kinetics was assessed, as presented in Fig. 4. Based on the measured heat flow generated when the C-C bonds of the acrylate-based monomers were broken, the photopolymerization rate and conversion rate of the photo-curable ceramic ink were calculated with regard to the amount of the photoinitiator added, as given below.
Rp is the photopolymerization rate, dH/dt is the heat flow measured through photo DSC, m is the mass of the monomer, and ΔHp is the polymerization enthalpy for the acrylate double bond (ΔHp = 684 kJ/kg):
Here, a(t) is the conversion rate and ΔHsample(t) is the polymerization enthalpy for the acrylate double bond of the tested sample.13,14) Fig. 4(a) demonstrates the effect of the content of the photoinitiator on the photopolymerization rate. About four seconds after the UV irradiation, the reaction was initiated. In the early part of the photopolymerization reaction, the photopolymerization rate sharply increased, but the increasing rate tended to slow down when exceeding the gel point. Based on the results above, the conversion rate was calculated, as presented in Fig. 4(b). The conversion rate was measured to be 41.5, 54.7, and 55.2% when the content of the photoinitiator was 0.5, 1.0, and 1.5 wt%, respectively; this indicated that the conversion rate increased with increasing content of the photoinitiator. However, this was no longer the case when the content of the photoinitiator increased to 2.0 wt%; the conversion rate tended to slightly decrease to 47.5%. This phenomenon is ascribed to the fact that, beyond the gel point, the resultant polymerized chains reduce the mobility of monomers, thereby slowing down the photopolymerization reaction. As a result, the optimum content of the photoinitiator was determined to be 1.5 w%.
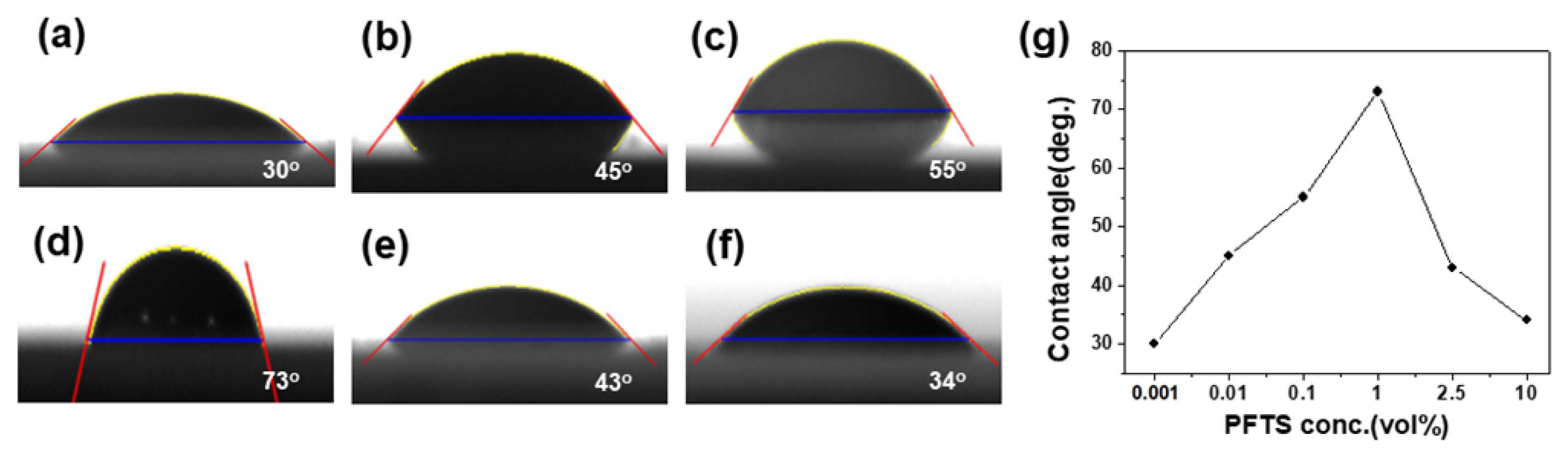
Figure 5 shows the effect of the concentration of PFTS coated on alumina substrates on the surface contact angle of the ceramic ink specimens. Generally, on the surface of alumina substrates, droplets of ceramic ink tend to exhibit high wettability and small contact angles and thus end up being spread out. Therefore, it is difficult to form fine dots. To prevent such ink spreading and ensure 3D printability, the surface energy of the substrate that is used should be lowered so that the contact angle between the applied ceramic ink and the substrate can be increased. It has been reported that the optimal contact angle is about 30-70° where desired patterns can be properly printed when ink-jet printing is performed.15) To lower the surface energy, alumina substrates were surface-treated with a fluorine-based PFTS solution, and changes in the contact angle of droplets of the photo-curable ceramic ink were measured, as shown in Figs. 5(a)-5(f). In the untreated alumina substrate, the contact angle was measured to be 15.24°, but the figure increased to 30.66° when the substrate was surface-treated with 0.001 wt% of the PFTS solution. As can be seen in Fig. 5(g), the contact angle increased proportionally with increasing concentration of PFTS used to surface-treat the substrates. The figure was highest at 73.21° when the PFTS concentration was 1.0 wt%. Afterwards, however, the contact angle started to decrease with increasing PFTS concentration; the figures were 43.47° and 34.25° when the concentration was 2.5 wt% and 10 wt%, respectively.
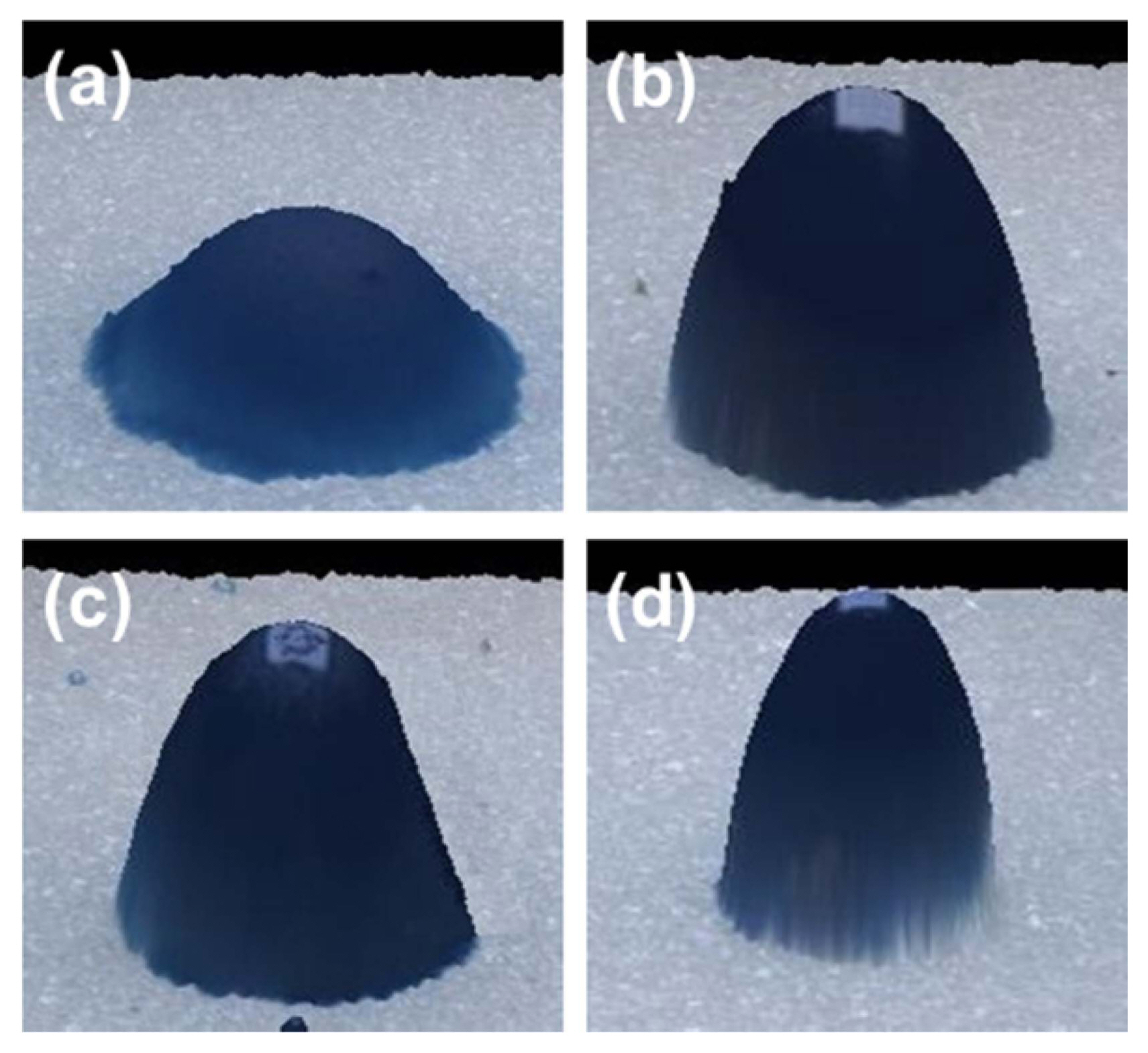
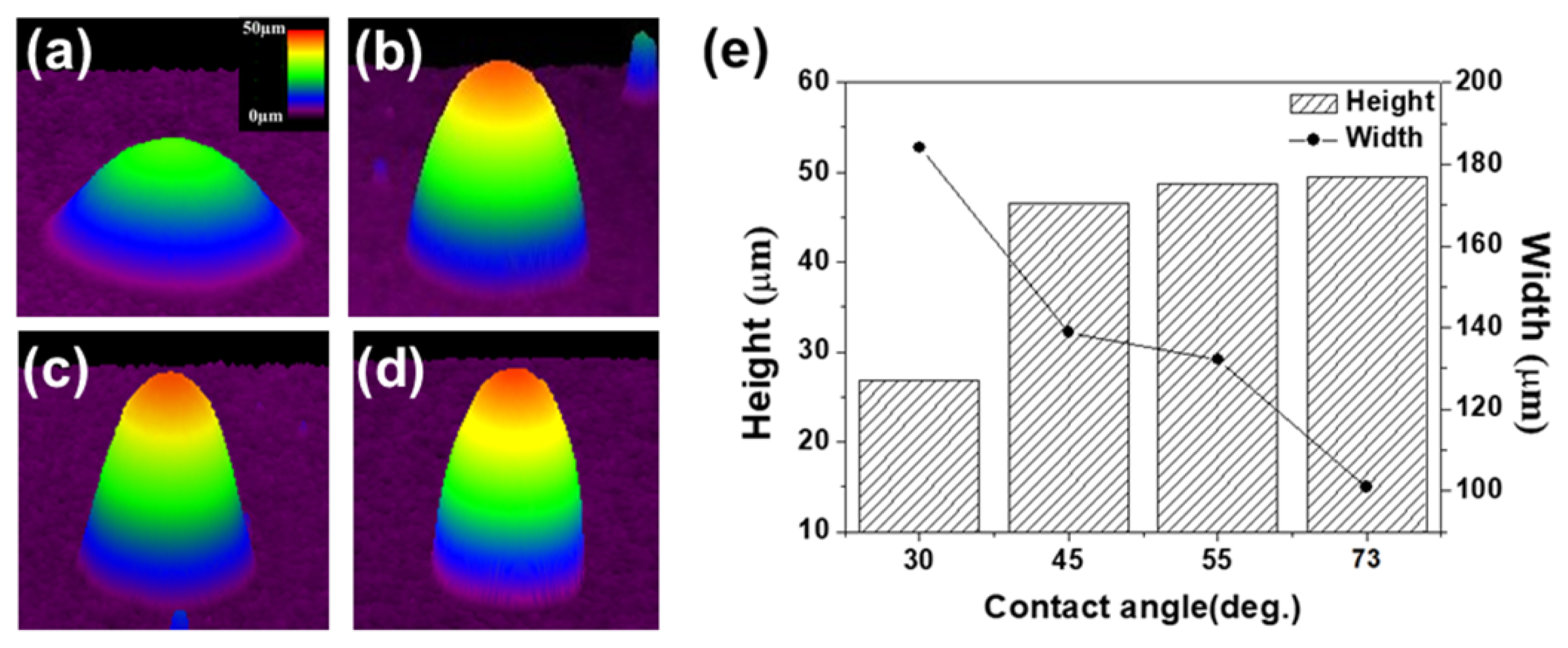
To assess the effect of the contact angle on the ink-jet printing process, especially in terms of printability, printing was performed on the same position ten times for each set contact angle, and the resultant ceramic ink droplets were analyzed with respect to the contact angle using a 3D laser microscope, as shown in Fig. 6. Specifically, the contact angle between the substrate and the applied ceramic ink was set to 30°, 45°, 55°, and 73°, and printing was performed ten times for each set. The shapes of the printed ink droplets are presented in Figs. 6(a)-6(d). Also, the width and height of the ink droplets were summarized with respect to the contact angle, as shown in Figs. 7(a)-7(d). Here, the height difference is represented in color scale. The height of the ceramic ink droplets was 26.84, 46.48, 48.72, and 49.5 μm while the width was 184.09, 138.83, 132.13, and 100.88 μm when the contact angle was 30, 45, 55, and 73°, respectively. Thus the height tended to increase while the width decreased with increasing contact angle. As the contact angle increased, the height of the ceramic ink droplets sharply increased, but the rate of increase started to decline when the contact angle exceeded 45°. In contrast, the width of the droplets continued to decrease with an increasing contact angle. Overall, it was concluded that the increased contact angle effectively prevented ceramic ink droplets from spreading out while providing improved 3D printability.
4. Conclusions
In the present study, ceramic pigments and photo-curable monomers were used to synthesize photo-curable blue ceramic ink suitable for ink-jet printing applications. The synthesized photo-curable blue ceramic inks were analyzed with regard to their rheological properties. As a result, it was confirmed that the developed specimens exhibited shear thinning behavior, indicating suitability for the inkjet printing process. Meanwhile, the optimal dispersion condition was achieved when a dispersant was added at a concentration of 2.0 mg/m2. Also, the effect of the amount of added photoinitiator on the photopolymerization properties of the synthesized specimens was analyzed. When the content of the photoinitiator was 1.5 wt%, the photopolymerization rate and conversion rate were the highest. After the dispersibility and photopolymerization properties of the ceramic inks were optimized, the jetting properties at the printer head were analyzed. It was thereby confirmed that the jetted ceramic ink stably formed a single, spherical droplet. Meanwhile, the surface contact angle between the applied photo-curable ceramic ink and the substrate was adjusted to 30°-73° while coating the substrate with a PFTS solution. With the PFTS coating, the height of the printed ceramic ink droplets increased from 26.84 μm to 49.5 μm while the width decreased from 184.09 μm to 100.88 μm. Overall, it was concluded that the increased contact angle effectively prevented ceramic ink droplets from spreading out while providing improved resolution and 3D printability.