1. Introduction
White light emitting diodes (wLED) are generally composed of an LED chip and phosphor, and powder form phosphor is mixed with resin and applied to the top of the LED chip. However, because polymer resin, vulnerable to heat, is used, thermal discoloration occurs in the resin, along with reduced excessive thermal luminance in terms of long-term reliability, degrading the LED package properties and making the material inappropriate for high power encapsulants.1-4) Taking these things into consideration, research on sealing material glass-based inorganic encapsulant material using high power LED color conversion devices for lighting and automotive applications is being actively carried out. Glass, a representative inorganic encapsulant material, enhances the thermal stability and reliability of high-power white and monochromatic LEDs, and so glass has been used as an alternative to organic silicone resin. Especially, glass has been used in head lamps (H/L), day running lights (DRL), and amber turn signal LED materials, all of which have harsh reliability conditions. Inorganic ceramic phosphor is used as a PKG material and packaged on top of the LED chips.
Two types of ceramic phosphor are used: phosphor ceramic (PC), which is only composed of pure phosphor materials and phosphor in glass (PiG), which is mixed with glass frit and phosphor. PC is composed of Y3Al5O12:Ce3+ (YAG:Ce3+) and (Br;Sr)2Si5N8:Eu2+, which are pure phosphor materials.5-8) So, the photoconversion efficiency of PC is outstanding, but sintering at high thermal treatment temperatures (> 1600°C) and H2 atmosphere is difficult, resulting in high manufacturing costs and limitations of the usable phosphor composition, which in turn makes it difficult to realize a wide range of colors. On the other hand, the PiG method uses glass material with a low melting point. This material can be sintered at low temperatures, and so mass production is convenient and heterogeneous phosphors can be used to implement various colors.9-11) Also, since PiG using glass powder can be sintered at a lower sintering temperature (< 750°C) compared to that of PC, research on implementing various color rendering indices is being actively conducted using YAG:Ce3+, Ca-SiAlON:Eu2+, and CaAlSiN3:Eu2+ (CASN:Eu2+) phosphors.12,13) For automobile LEDs, especially front H/L and DRL, white PiG, which uses YAG phosphor in a GaN chip with excellent blue wavelength, and amber PiG, which uses Ca-α-SiAlON, are employed with glass and resulting material can be sintered at approximately 700°C, leading to outstanding reliability,14) however, the amber PiG using Ca-α-SiAlON has a very low efficiency due to the phosphor itself, and so fabrication of high efficiency amber LEDs is difficult.15)
In order to overcome this limitation, this study realized a high efficiency and reliable amber PiG using low temperature sintering glass frit and low-cost commercial YAG:Ce3+ and CASN:Eu2+ phosphors. Since the CASN:Eu2+ phosphor undergoes luminance degradation at temperatures of 580°C and above, a low temperature sintered glass frit product with a softening point of 512°C was mixed with the YAG:Ce3+ phosphor, which had a wavelength of 566 nm, and the CASN:Eu2+ phosphor, which had a wavelength of 615 nm. This was followed by 20 minutes of cold isostatic pressing (CIP) at 200 MPa and 30 minutes of heat treatment at 550°C to package the phosphor with glass and fabricate the sintered body in pellet form. In order to implement the amber color, the YAG:Ce3+ to CASN:Eu2+ mixing ratio was varied and the phosphor properties were measured. Scanning electron microscopy (SEM) and EDAX analyses for dispersion and composition evaluation of the sintered bodies with glass and phosphor mixing ratios from 8:2 to 5:5 were conducted to obtain the optimal mixing ratio. Afterwards, for the YAG:Ce3+ and CASN:Eu2+ samples with phosphor mixing ratio of 6:4 on top of the blue industrial LED operated at 350 mA and glass to phosphor ratio of 7:3 with a thickness of 240 μm, measurements of the optical properties including the color coordinates and center wavelength for each phosphor mixing ratio showed that a monochromatic 605 nm amber PiG LED with a color purity of above 98% was fabricated.
2. Experimental Procedures
The nominal composition of SPZ glass is 5SiO2-(80-x)P2O5-xZnO-15(B2O3+R2O) (R=K and Na). Samples were weighed using high purity (> 99.9%) ingredient materials and the content of x corresponds to 25 ~ 35 mol%. After 1 h of melting at 1300°C in an alumina crucible, rapid cooling was conducted in a brass mold followed by grinding to obtain particles less than 100 μm. To determine the optimal sintering temperature of glass, the transition and softening points were measured via differential thermal analysis (DTA). After fabricating the glass powder, to determine the heat treatment temperature of the specimen, a hot stage microscope was used. The softening process of the glass was observed at 50°C intervals as the temperature was increased up to 800°C at a heating rate of 5°C per minute. For the utilized YAG:Ce3+ phosphor, the commercial center wavelength of 566 nm and particle size(D50) of 15 μm were used, while the center wavelength of 615 nm and particle size (D50) of 13 μm were used for the CASN:Eu2+ phosphor. In order to obtain the 600 ~ 610 nm wavelength of the amber color, the YAG:Ce3+ and CASN:Eu2+ phosphors were mixed according to their respective mixing ratios and a spectrometer (FS-2, Sinco, Korea) was used to measure the spectrum. The glass powder and phosphors were completely mixed for 1 h at 50 RPM using alumina ball milling. 0.5 g samples of the mixed powder were formed into 10 mm pellets using a uni-axial press followed by 20 minutes of CIP (Samyangceratech, Korea) at 200 MPa. While varying the mixing ratio of YAG:Ce3+ and CASN:Eu2+, which had a wavelength of approximately 600 nm as measured using the spectrometer, from 7:3 to 4:6, the compacts with glass to phosphor mixing ratios (GtP) that varied from 8:2 to 6:4 in weight ratios were heat treated for 30 minutes at 550°C on a BN plate and secondary heat treatment was conducted using a GPS with a pressure of 30 bar for 30 minutes at 500°C under a nitrogen atmosphere to enhance the sintered density as shown in Fig. 1. SEM (Nova NanoSEM230, FEI, US) was used to observe the polished surface of the fabricated PiG plate. Specimens were fabricated by fixing the PiG plate thickness at 240 μm and varying the phosphor mixing ratio. The specimens were then placed on a 450 nm blue LED chip and the optical properties were examined using an LED measurement device with a visible spectrometer (CAS-140CT, Instrument Systems, Germany) installed.
3. Results and Discussion
3.1. Phosphor Mixing and Glass Development Results
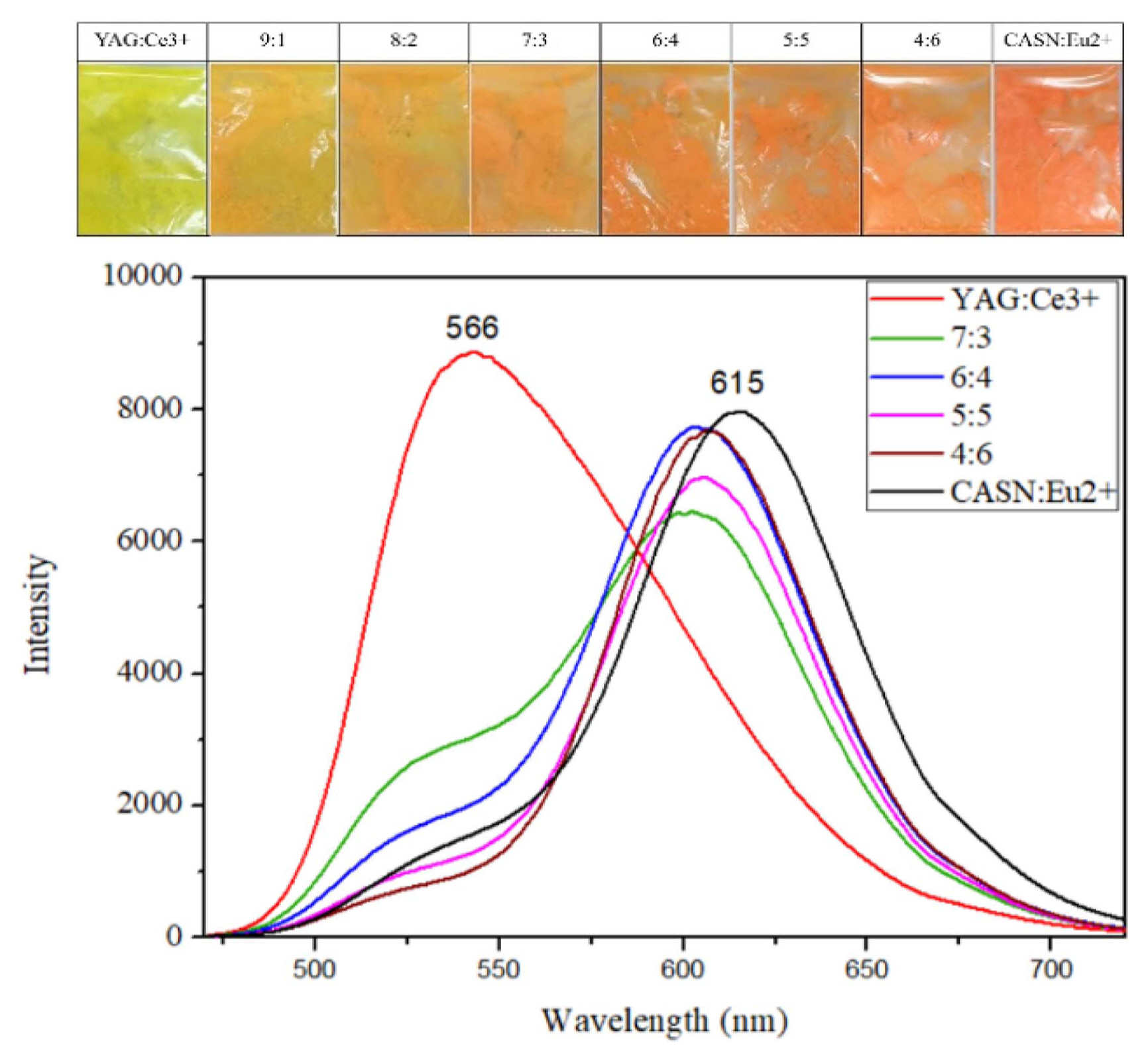
Figure 2 shows the results for the mixing ratio of the commercial YAG:Ce3+ yellow and CASN:Eu2+ red phosphors, evaluated before fabricating the PiG. The color properties of the YAG:Ce3+/CASN:Eu2+ phosphor at mixing ratios from 9:1 to 4:6 were evaluated, with results shown in Fig. 2(a). These results reveal that the amber color was realized for mixing ratios from 7:3 to 4:6. Spectrum assessment using a spectrometer, with results shown in Fig. 2(b), indicated that 591 nm, 599 nm, and 604 nm were observed for the mixing ratios of 7:3, 6:4, and 5:5, respectively. The mixing ratio 6:4 showed the wavelength closest to the average wavelength of around 600 nm, and so the 6:4 mixing ratio was found to be the most appropriate to realize the amber color.
The nominal composition of the glass frit SPZ used for low temperature sintering below 550°C is 5SiO2-(80-x)P2O5-xZnO-15(B2O3+R2O) (R=K and Na). As such, melting was conducted for 1 h at 1300°C using an alumina crucible. This was followed by rapid cooling in a brass mold and then grinding to obtain a powder with particle size of less than 100 μm. Fig. 3(a) shows glass transition point and softening point measurements of the glass frit, obtained through differential thermal analysis (DTA). From the graph, it can be observed that the transition point of the low temperature sintered glass, where the slope changes, was 485.9°C. The softening point is the point where the glass begins to soften. From the determined glass transition temperature, the phase inflection point was 512.6°C. Fig. 3(b) shows a glass sintered body that was heat treated for 30 minutes at 550°C. In this figure, it can be observed that sufficient spreadability was obtained at 550°C. For a thickness of 250 μm, a transmittance of 73% was observed for the 550 nm visible spectrum, which revealed that the specimen was optically excellent.
A hot stage microscope was used to observe the sinterable condition of the actual low temperature sintering glass during the PiG plate fabrication. The stage was heated from room temperature to 800°C at a heating rate of 5°C per minute and the observation results are shown in Fig. 4. From 450°C to 500°C, contraction was observed from the top of the sintered body to the outside corner and sintering in circular form on the top portion was in progress at 550°C. Above 600°C, complete melting of the glass was observed. Thus, for the PiG, heat treatment was carried out using the optimal sintering condition of 550°C, which is slightly higher than the glass softening point of 512°C.
Table 1 shows the particle size and DTA results for the glass frit used in low temperature sintering. A particle size analyzer (PSA) was used to measure the particle size. The fabricated powder had a uniform particle size of 10.9 μm for d50 and 97.7 μm for dmax. The glass particle size (d50) was similar to the phosphor particle size, and so mixing these materials is expected to improve uniformity.
3.2. Amber PiG Development Results
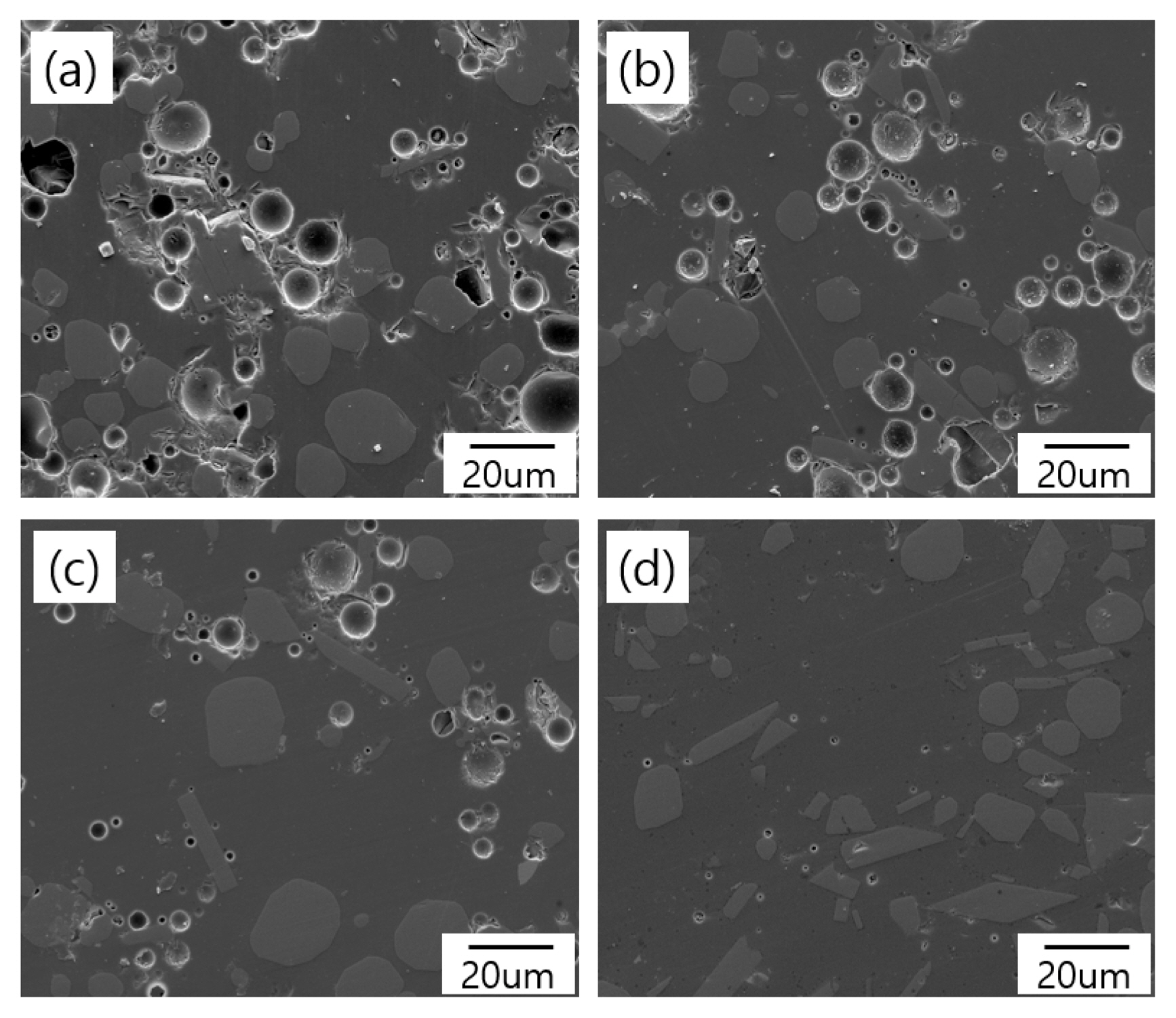
In order to determine the optimal composition ratio of glass/phosphor, the mixing ratio or glass to phosphor (GtP) was varied from 6:4 to 7:3 to 8:2, and SEM imaging of the polished surfaces of PiG samples sintered for 30 minutes at 550°C was conducted. it’s the results are shown in Fig. 5.
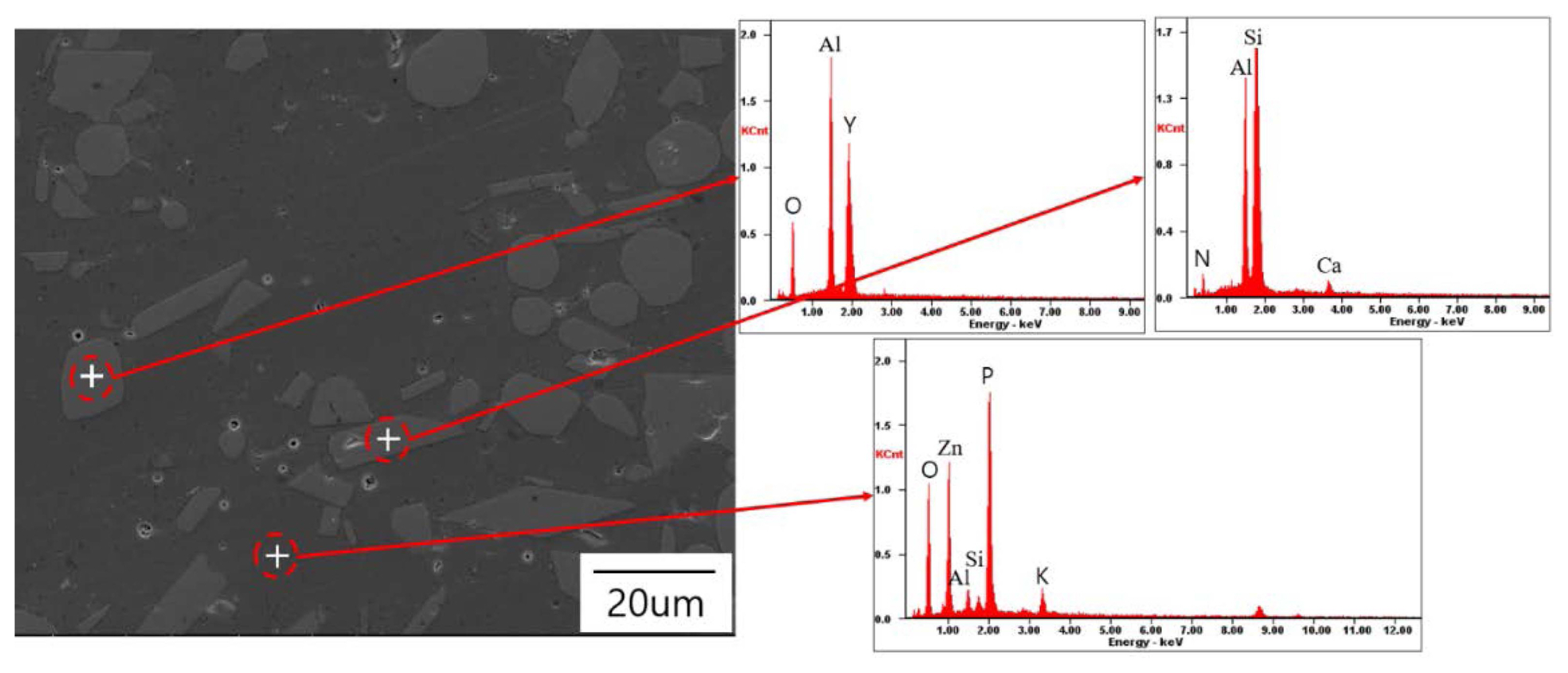
In Fig. 5(a), it can be observed that because the specimen corresponds to a phosphor content of 40%, with low glass content and high phosphor concentration, the glass does not sufficiently envelop the phosphor to produce open pores, and sufficient density is difficult to obtain. Fig. 5(b) provides an image of the specimen surface with phosphor content decreased to 30%. It can be observed that the number of voids somewhat decreased compared to the 40% sample, and closed pores were produced because of the decreased reactivity of the glass with the CASN phosphor. Fig. 5(c) provides an SEM image of the surface of a specimen with phosphor content of 20%. It can be observed that the glass melted and enveloped the phosphor followed by sintering. While YAG shows outstanding reactivity with glass and no surrounding pores, some remaining pores were observed due to the decreased wettability of the nitride CASN and the oxide glass. These pores in the CIP formed as the glass melted. So, removing these remaining pores was thought to be possible through secondary heat treatment such as GPS. Fig. 5(d) shows the SPL that underwent secondary heat treatment at high pressure for the specimen that had undergone primary sintering at the phosphor content of 30%. Very small and minimized pores of less than 1 μm remained. When phosphor content was at maximum, the pores were removed through GPS secondary heat treatment, making it a process that maximizes the luminous efficiency. The pores trapped in the PiG optically scatter light, degrading the transmittance. These pores can be an additional scattering center for blue LED and a fracture source in order to package on top of the LED. As such, to obtain outstanding efficiency, these pores have to be removed. Therefore, as shown in Fig. 5(d), pores were minimized for the phosphor content of 30% and, to completely remove pores and maximize luminous efficiency, GPS secondary heat treatment was conducted when the phosphor content was at maximum. Moreover, EDS analysis was conducted to investigate the uniform mixing characteristics between the glass and phosphor, as well as the composition. The results of the EDS analysis are shown in Fig. 6.
SEM imaging showed that the YAG:Ce3+ phosphor in spherical form was mainly composed of Y, Al, and O, while the CASiN:Eu2+ phosphor in rectangular plate form was mainly composed of Ca, Al, Si, and N. Lastly, it was observed that the surface with sintered glass was mainly composed of Si, P, and Zn. Glass and two types of phosphor were evenly distributed, showing that GPA secondary heat treatment at 30% phosphor content enabled the fabrication of ideal PiG.
3.3. Optical Property Evaluation Results for Fabricated PiG
In order to determine the phosphor film conditions that yield a full conversion to amber color of high color purity, the mixing ratio of YAG:Ce3+ and CASN:Eu2+ phosphors, when thickness was 240 μm, was varied from 8:2 to 5:5 and the color purity, color coordinates, and center wavelength of the fabricated specimens were measured.
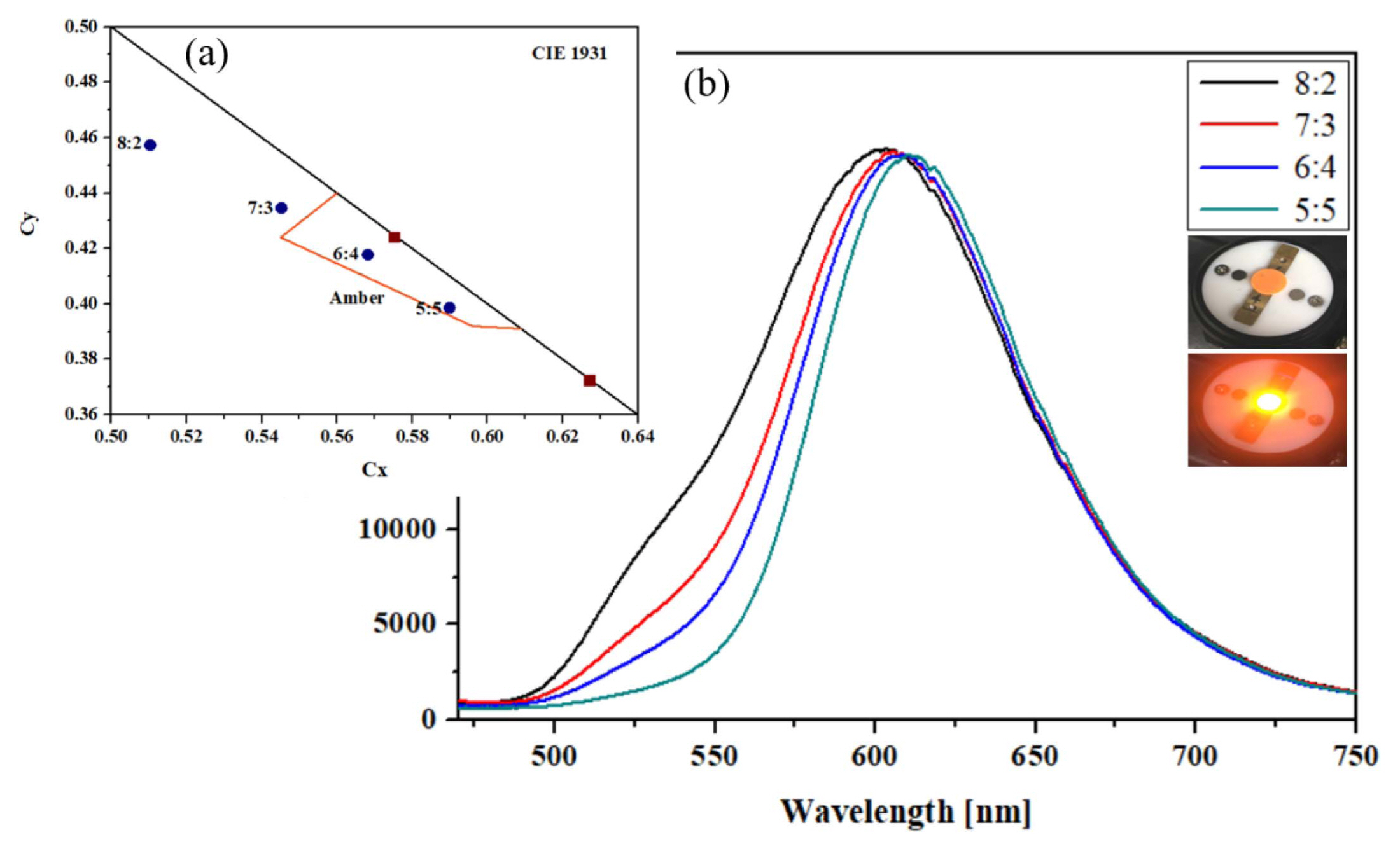
In the color coordinates shown Fig. 7(a), it can be observed that the coordinates are within the amber color region for the mixing ratios of 6:4 and 5:5. As the YAG:Ce3+ content decreased to 60%, the blue LED light converted to a monochrome amber color in the CIE coordinate system. Here, the red color wavelength of the CASN:Eu2+ phosphor shifted depending on the YAG:Ce3+ phosphor mixing ratio, where a spectrum difference occurs with the reflective PL measurement as the shift is applied to the blue LED so that the YAG:Ce3+ emission wavelength is absorbed by CASN:Eu2+ to result in re-absorption.16,17) Fig. 7(b) shows the spectrum according to the mixing ratio change. It can be observed that 598, 602, 605, and 608 nm correspond to YAG:Ce3+ contents of 80%, 70%, 60%, and 50%, respectively. When the YAG:Ce3+ content was 60%, monochrome amber PiG was fabricated.
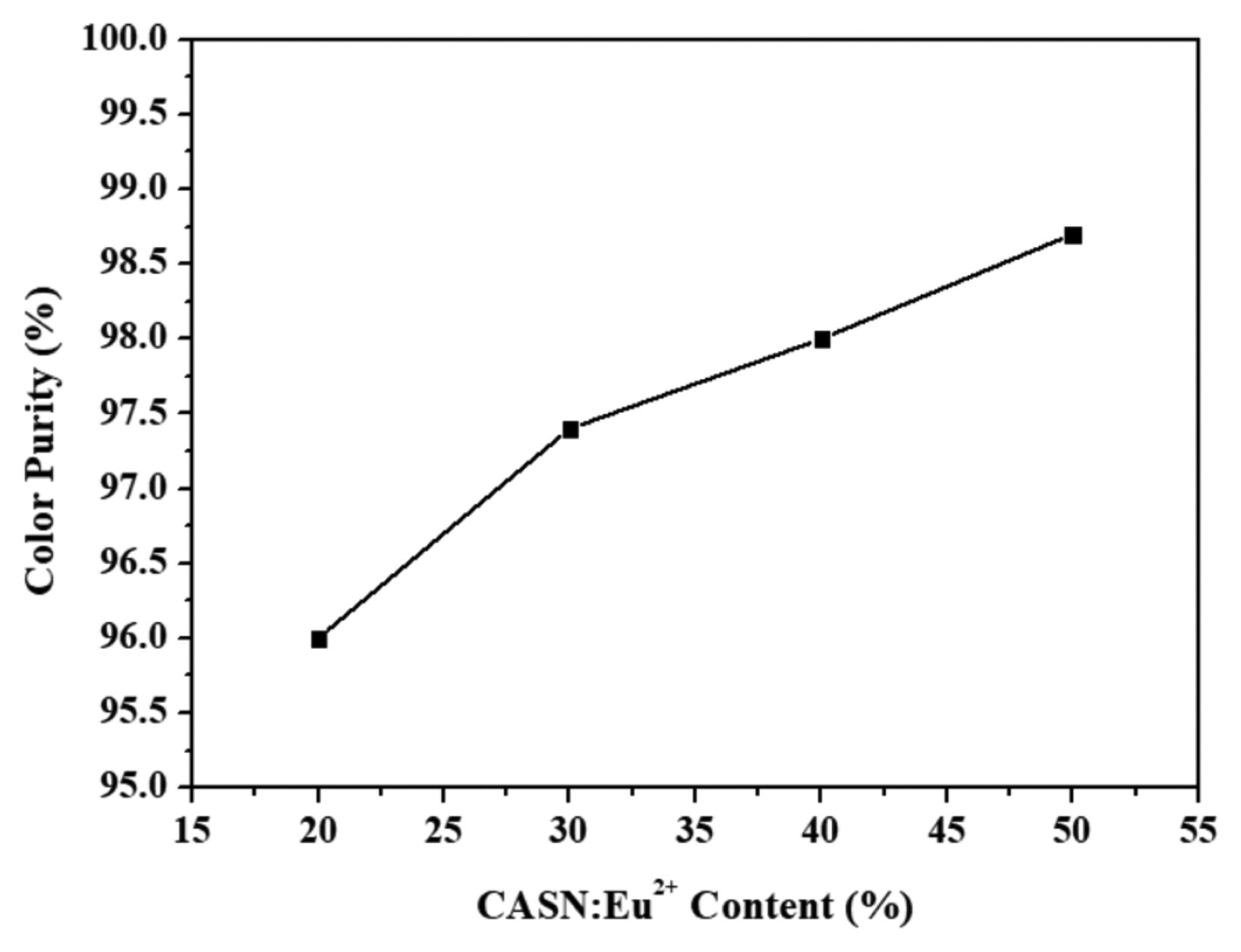
Figure 8 shows the color purity graph according to the CASN:Eu2+ phosphor content. As the content was gradually increased from 20% to 50%, it was observed that the color purity gradually increased. As a result, it was found that a high color purity of more than 98% was obtained for the phosphor mixing ratio of 6:4 with phosphor content of 40%.
4. Conclusions
A monochrome amber phosphor in glass for automotive applications, sealed with 566 nm YAG:Ce3+/615 nm CASN:Eu2+ phosphor, which exhibits outstanding high temperature thermal properties and reliability, and glass encapsulant, was fabricated. Commercial YAG:Ce3+ and CASN:Eu2+ phosphors were mixed at ratios from 9:1 to 4:6 to determine the mixing ratio for amber color with 600 nm peak wavelength. Then, the mixed phosphor was mixed via ball milling with low-temperature sintering, high-transmittance, smokeless silicate glass at mixing ratios between 20 ~ 40 wt%. The generic powder pressing method was used to compress the powder and condense it through CIP. Then, heat treatment was conducted at 550°C to prepare pellet type PiG plate compacts through GPS process. For the fabricated PiG plate, the surface of the high-density PiG sintered body was observed through SEM and EDAX analyses at conditions of 70% glass and 30% phosphor. In order to determine the full-conversion phosphor film condition, the color purity change was investigated after packaging on a blue LED for automotive applications at a thickness of 240 μm and the optical properties were assessed by varying the phosphor mixing ratio from 8:2 to 5:5. Measurements of the optical color purity, spectrum, and color coordinate behaviors revealed that high density amber color PiGs were fabricated at phosphor mixing ratio of 60% YAG:Ce3+ and 40% CASN:Eu2+, thickness of approximately 240 μm, and 7:3 glass to phosphor ratio. Finally, a high color purity amber PiG of 605 nm wavelength and more than 98% color purity was realized.